









 您已经拒绝加入团体
您已经拒绝加入团体

 2023-07-17
2023-07-17
 5207
5207
 0
0
【摘要】 焊接时,焊縫金属中溶解了较多的氢,冷却时又极力进行扩散和逸出
本期我们将继续向小伙伴们介绍关于焊接工艺与失效分析的知识。
焊接时,焊縫金属中溶解了较多的氢,冷却时又极力进行扩散和逸出,原子氢从焊縫向母村热影响区散的情况如图1所示。
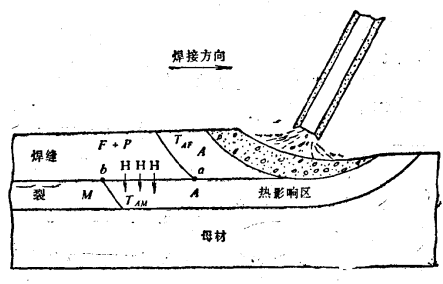
图1 高强钢HAZ延迟裂纹形成过程的模型
如前所述,焊接高强钢时,由于焊缝金属的含碳量低于母材,因此焊缝在较高的温度就发生相变,即由奥氏体分解为铁素体、珠光体、贝氏体,以及低碳马氏体等(视焊缝的化学成份和冷却条件而定)。此时,母材热影响区的金属尚未开始奥氏体分解(因含碳量较焊缝为高,发生滞后相变)。当焊缝由奥氏体向铁素体、珠光体等组织转变时,氢的溶解度突然降低,同时氢在铁素体珠光体中的扩散速度比较大,因此氢就很快地从焊缝越过熔合线ab向尚未发生分解的奥氏体的热影响区中扩散。而氢在奥氏体中的扩散速度很小,还来不及扩散到距熔合线较远的母材中去,因而在熔合线附近就形成了富氢地带。当滯后相变的母材热影响区发生奥氏体向马氏体转变时(因焊缝相变温度界面Tar异前于热影响区相变温度界面Tsu),氢便以过饱和状态残留于马氏体中,并聚集在一些晶格缺陷内,或者在应力集中处,促使这个地区进一步脆化。当氢的浓度不断增高和温度进一步下降时,在拘束应力的作用下,使该地区具备产生裂纹的条件。
本期由于版面有限,关于焊接工艺的知识我们将在下一期继续介绍。
参考文献
[1]许廷强, 董立新, 王长卫. 焊接冷裂纹成因及预防研究[J]. 内江科技, 2005(1):2. [2]裘建华, 俞海涛, 高玲丽. 钢结构高强钢焊接冷裂纹的产生机理及防止措施[J]. 电焊机, 2021, 51(7):5.
[3]郑芬. 焊接冷裂纹产生的原因及预防措施[J]. 卷宗, 2020.
[4]杨建国, 黄鲁永, 张勇,等. 30CrMnSi钢TIG焊冷裂纹形成机制[J]. 焊接学报, 2011, 32(12):4.
[5]中国机械工程学会材料学会. 焊接工艺与失效分析[M]. 机械工业出版社, 1989.
[6]田爱芬, 邓军平, 邵水源. 基于知识库的焊接工艺设计专家系统[J]. 西安科技大学学报, 2006, 26(2):6.








