









 您已经拒绝加入团体
您已经拒绝加入团体

 2023-06-30
2023-06-30
 9779
9779
 0
0
【摘要】 总括以上,尽管实现焊接的途径很多,然而就其本质而言,都是在母材与焊缝金属的连接处形成共同的晶粒
本期我们将继续向小伙伴们介绍关于焊接工艺与失效分析的知识。
总括以上,尽管实现焊接的途径很多,然而就其本质而言,都是在母材与焊缝金属的连接处形成共同的晶粒,如图1a所示。应指出,钎接时虽然也能形成不可拆卸的接头,但在连接处不能形成共同晶粒,只是在焊料与母材之间形成机械的结合(见图1b)。所以,焊接与钎接在微观上是有原则的区别。
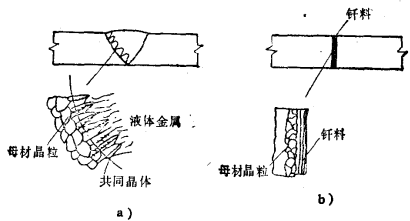
图1 焊接与钎接
实现焊接必须从外界提供足够的能量(热能或机械能)。对于钢铁材料的熔化焊来讲,一般都要经过以下的过程。如图2所示。
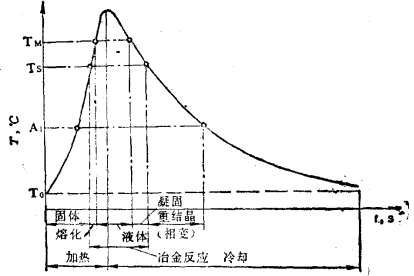
图2 焊接过程示意图
加热一熔化一冶金反应一结晶(凝固一固态相变)。一形成接头。
由此看来,熔化焊所经历的过程十分复杂,只要其中某一过程进行的不顺利,就有可能产生诸如偏析、夹杂、气孔、热裂纹、冷裂纹、脆化等缺陷,这些都是产生结构失效的隐患。对于分析焊接结构的失效事故来讲,常以终端产品为对象,对构成破坏的焊接接头进行具体的解剖、分析和检验,从中找出可靠的论据,作出正确的结论。一方面能找出失效事故的根源,另一方面对今后的施工也能提供依据。
此外,在近焊缝的两侧母材也受到焊接的热作用,通常把受到热作用而影响到母材性能的范围叫作焊接热影响区(HAZ)。该区各点的最高温度都不超过母材的熔点(或熔池的温度),由于HAZ内各点所经受的温度不同,所以各点所发生的组织转变也不同,并且在某些情况下有可能产生脆化和焊接裂纹等缺陷。因此,焊接时除保证焊缝的性能之外,还必须保证热影响区的性能。这方面对于某些材料来讲,如高强钢、铝合金、钛合金、以及其他一些特种材料,焊接热影响区出现的问题就更为复杂。
本期由于版面有限,关于焊接工艺的知识我们下一期继续介绍。
参考文献
[1]杨永磊, 任武化, 杜亮,等. 炼化企业检维修焊接工艺应用效果对比[J]. 焊接技术, 2020(2):4.
[2]张德库, 何思源, 殷宏宇,等. 基于纵向磁场控制的大直径空心螺柱焊接工艺[J]. 焊接学报, 2021, 42(9):8.
[3]张志勇, 田志凌, 彭云. 铝合金先进焊接工艺[J]. 焊接, 2003(7):6.
[4]张文铖. 焊接工艺与失效分析[M]. 1989.








