









 您已经拒绝加入团体
您已经拒绝加入团体

 2023-07-17
2023-07-17
 8213
8213
 0
0
【摘要】 焊接接头的拘束应力的大小决定于受拘束的程度,可以采用拘束度R来表示。
本期我们将继续向小伙伴们介绍关于焊接工艺与失效分析的知识。
焊接接头的拘束应力的大小决定于受拘束的程度,可以采用拘束度R来表示。为了建立拘束度概念,采用两端固定的对接接头当作一个典型的拘束例子作为分析的对象,如图1所示。图1的两块板,如果两端不固定,即没有外拘束的情况下焊接时,在冷却过程中会伴随有S的热收缩。当两端被固定时,冷却过程就不可能有任何收缩,这样,在焊接接头中就起了反作用力P。在这种情况下,反作用力应使接头的伸长量等于S,它包括了母材的伸长入和焊縫的伸长λ两部份所组
成,即

当板厚δ相对焊缝厚度δ来比相当大时,即便是焊缝中的平均反作用应力σ超过了它的屈服强度σw,则母材仍会处于弹性范围内。在此情况下,如果单位长度焊縫上的反作用力为P,见图1所示,线段OYM代表P与λm之间的关系。其中OY线段处于弹性应变范围内YB曲线处于塑性应变范围内,线段ON代表P与λb的关系。令S=OA,并引AB与ON平行,由此看出,λb=CD,λw=BC,P =OC。如果拘束长度1远大于焊缝平均宽度1w时,此时可以仅考虑母材受反作用力P而产生的弹性伸长入。由图1看出,ON的斜率为:
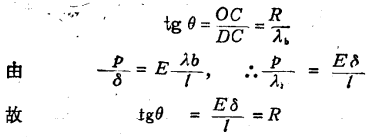
式中R---表示母材对反作用力的刚度,称为拘束度[(N/(mm. mm)]。
E---母材金属的弹性模量[N/mm2]
1---拘束距离(mm)
δ---板厚(mm),严格来讲应考虑第一道焊缝δw,如果第一道焊缝不裂,其它各道也是安全的,公式是考虑焊缝厚度与板厚相等的情况。

图1 对接接头承受的拘束
本期由于版面有限,关于焊接工艺的知识我们将在下一期继续介绍。
参考文献
[1]许廷强, 董立新, 王长卫. 焊接冷裂纹成因及预防研究[J]. 内江科技, 2005(1):2. [2]裘建华, 俞海涛, 高玲丽. 钢结构高强钢焊接冷裂纹的产生机理及防止措施[J]. 电焊机, 2021, 51(7):5.
[3]杨建国, 黄鲁永, 张勇,等. 30CrMnSi钢TIG焊冷裂纹形成机制[J]. 焊接学报, 2011, 32(12):4.
[4]刘冬梅. 焊接工艺对不锈钢焊接变形的影响研究[J]. 中文科技期刊数据库(全文版)工程技术, 2022(2).
[5]王能淼, 张君发, 井立太,等. 潮湿高盐地区奥氏体耐热不锈钢焊接工艺与应用[J]. 2022(11).
[6]鲜飞. 波峰焊接工艺技术的研究[J]. 中国集成电路, 2009.








