









 您已经拒绝加入团体
您已经拒绝加入团体

 2023-07-17
2023-07-17
 8599
8599
 0
0
【摘要】 焊接工艺与失效分析的知识。
失效分析之焊接工艺与失效分析
本期我们将继续向小伙伴们介绍关于焊接工艺与失效分析的知识。
HT80钢(σb=784N/mm2)板厚δ对焊接接头产生裂纹临界拘束度Rer的影响如图1所示。某焊按结构接头的Rer值越大,就表示抗裂性越强。实际上拘束度就是代表不同焊接条件下,冷却过程中所产生拘束
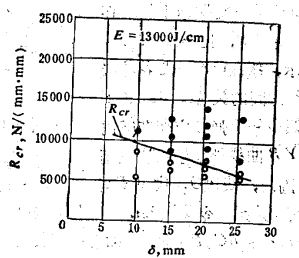
图1
应力的程度。不同钢种焊接时,冷却到室温所产生的拘束应加σ与拘束度R的关系如图1所示,这种关系也可以从理论上进行分析,由前:
式中
M—拘束系数(m=λb/δ),与钢种的热膨胀系数、力学熔点、比热;以及对接按头的坡口角度等有关。可用下式计算。

式中
a---线膨胀系数(℃-1)
C---比热[J/(g.℃)]
Tx---力学熔点(即失去弹性的温度)(℃)
To---环境温度(℃)
H---热焓(J/g)
2β---坡口角度
高强钢手工焊条电弧焊时m≈3~5x10-2
同祥钢种和同样板厚,由于接头的坡口型式不同,即使是同样的拘束度,也会产生不同的拘束应力。如图2所示,当拘束度R=19600N/(mm.mm)时,拘束应力按下列顺序减少:半V型、一K型一斜Y型一X型和正Y型。其中以正Y型坡口的焊.接接头拘束应力最小,而半P型拘束应力最大,上面均是实验测得的结果。
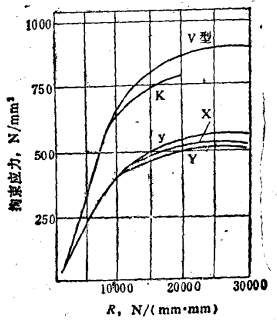
图2
当焊接产生的拘束应力不断扩大,直至开始产生裂纹时的应力,称为“临界拘束应力σc"。这实际上反陝了产生延迟裂纹各个因素共同作用的结果,如钢种的化学成份、焊缝的含氢量、冷却速度和当时的应力状态等。
本期由于版面有限,关于焊接工艺的知识我们将在下一期继续介绍。
参考文献
[1]许廷强, 董立新, 王长卫. 焊接冷裂纹成因及预防研究[J]. 内江科技, 2005(1):2. [2]裘建华, 俞海涛, 高玲丽. 钢结构高强钢焊接冷裂纹的产生机理及防止措施[J]. 电焊机, 2021, 51(7):5.
[3]杨建国, 黄鲁永, 张勇,等. 30CrMnSi钢TIG焊冷裂纹形成机制[J]. 焊接学报, 2011, 32(12):4.
[4]刘冬梅. 焊接工艺对不锈钢焊接变形的影响研究[J]. 中文科技期刊数据库(全文版)工程技术, 2022(2).
[5]王能淼, 张君发, 井立太,等. 潮湿高盐地区奥氏体耐热不锈钢焊接工艺与应用[J]. 2022(11).








