









 您已经拒绝加入团体
您已经拒绝加入团体

 2023-07-17
2023-07-17
 7915
7915
 0
0
【摘要】 W.F.Savage和E.F.NiPPes等入研究了氢致焊接裂纹的动态过程。
本期我们将继续向小伙伴们介绍关于焊接工艺与失效分析的知识。
W.F.Savage和E.F.NiPPes等入研究了氢致焊接裂纹的动态过程。用HY80钢焊成试件,然后切成7.6 x 12.7 x 51 mm的条形,涂以甘油后放在专用的仪器上进行三点弯曲加载,并用放大:250倍的显微镜观察形成裂纹时氢气泡的逸出。在试验中发现,在启裂的尖端附近,间歇式地出珂氢气泡,也有时氢气突然聚集很多。
上述现象可以利用氢的应力扩散理论来解释,如图1所示。
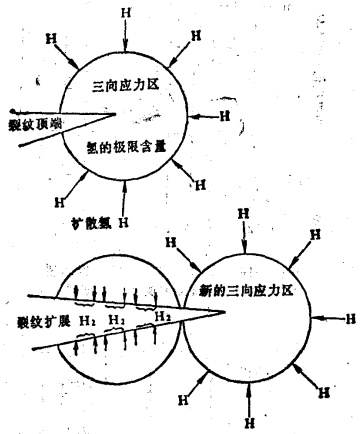
图1 氢致裂纹的扩展过程
高强钢焊接接头,上某个裂纹敏感的部位(热影响区或焊缝上)形成了有应力集中的三向应力区。氢就极力向这个地区扩散,应力也随之提高,当此地区氢的浓度达到临界值时,使原来的微观缺陷发生了相应的扩展。其后,氢又不断向新的三向应力区扩散,达到临界浓度时,于是又发生了裂纹新的扩展。这种过程是周而复始地断续进行,直至开裂到宏观的裂纹。这种过程进展的速度决定于氢的逸出情况和内部的能量状态。由此看来,由氢诱发的裂纹,从潜伏,萌生、扩展,以至开裂是具有延迟特征的。因此,可以这样说,焊接延迟裂纹不是什么别的裂纹,而是许多单个的微裂纹断续合并而形成的宏侧裂纹。总括以上,高强钢焊按接头产生裂纹的过程中氢起着重要作用,并且具有延迟特征。
本期由于版面有限,关于焊接工艺的知识我们将在下一期继续介绍。
参考文献
[1]许廷强, 董立新, 王长卫. 焊接冷裂纹成因及预防研究[J]. 内江科技, 2005(1):2. [2]裘建华, 俞海涛, 高玲丽. 钢结构高强钢焊接冷裂纹的产生机理及防止措施[J]. 电焊机, 2021, 51(7):5.
[3]杨建国, 黄鲁永, 张勇,等. 30CrMnSi钢TIG焊冷裂纹形成机制[J]. 焊接学报, 2011, 32(12):4.








