









 您已经拒绝加入团体
您已经拒绝加入团体

 2023-07-10
2023-07-10
 4830
4830
 0
0
【摘要】 延迟裂纹还可以进一步分类,焊接时根据钢种材料、应力状态和含氢量的不同,可在焊接接头的不同部位产生不同的延迟裂纹,常见的有以下三种形态。
本期我们将继续向小伙伴们介绍关于焊接工艺与失效分析的知识。
延迟裂纹还可以进一步分类,焊接时根据钢种材料、应力状态和含氢量的不同,可在焊接接头的不同部位产生不同的延迟裂纹,常见的有以下三种形态。
(1)焊趾裂纹
这种裂纹起源于母材和焊缝交界并有明显应力集中的部位(如咬边处)。裂纹的取向经常与焊道平行,一般由焊趾表面开始向母材的深处扩展,如图2-2(A)所示,
(2)焊道下裂纹
这种裂纹经常发生在淬硬倾向较大、含氢量较高的焊接热影响区。一般情况下裂纹的取向与熔合线平行,但也有垂直与熔合线的,如图1和图2所示。
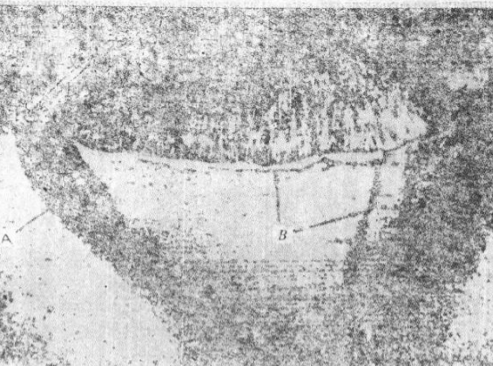

图1 图2
(3)根部裂纹
这种裂纹是延迟裂纹中比较常见的一种形态,主要发生在使用含氢量较高的焊条和预热温度不足的情况下。这种裂纹与焊趾裂纹相似,起源于焊縫根部的最大应力集中处。根部裂纹可能出现在焊接热影响区(粗晶区),也可能发生在焊縫金属内,这决定于母材和焊縫的强韧程度,以及根部的形状,如图3所示。
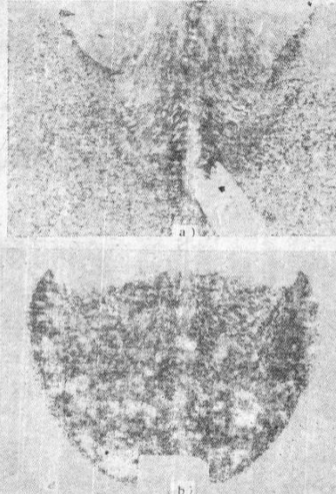
图3
以上是焊接生产中经常遇到的三种不同形态的延迟裂纹,实际生产中当然要比上述的三种要多。例如,某超高强钢的筒形容器焊接后,在焊缝和母材热影响区出现许多横向和纵向的微裂纹,它本身也是具有延迟裂纹的特征,经过一定时间之后,有的已扩展为宏观裂纹。失效分析人员,可以根据上述特征来分析产生某种裂纹的原因。
本期由于版面有限,关于焊接工艺的知识我们将在下一期继续介绍。
参考文献
[1]许廷强, 董立新, 王长卫. 焊接冷裂纹成因及预防研究[J]. 内江科技, 2005(1):2. [2]裘建华, 俞海涛, 高玲丽. 钢结构高强钢焊接冷裂纹的产生机理及防止措施[J]. 电焊机, 2021, 51(7):5.
[3]郑芬. 焊接冷裂纹产生的原因及预防措施[J]. 卷宗, 2020.
[4]杨建国, 黄鲁永, 张勇,等. 30CrMnSi钢TIG焊冷裂纹形成机制[J]. 焊接学报, 2011, 32(12):4.








