









 您已经拒绝加入团体
您已经拒绝加入团体

 2025-06-24
2025-06-24
 5538
5538
 0
0
【摘要】 深入解析光学轮廓仪基于白光干涉技术的工作原理,及其在表面粗糙度、轮廓测量,特别是核燃料锆合金包壳管人工标准伤精密测量与校准中的高精度应用。对比金相法,共聚焦光学轮廓仪展现卓越优势。
光学轮廓仪作为一种非接触式高精度测量仪器,其核心是基于白光干涉技术。它通过精密分析由参考光路和检测光路反射光形成的干涉条纹,实现对样品表面微观形貌的超高分辨率(优于纳米级)测量。这项技术广泛应用于光学元件、半导体制造、材料科学研究以及精密机械加工领域,是评估表面粗糙度、轮廓形状和微观结构的关键设备。
核心技术:白光干涉测量原理
设备工作时,光源发出的光束经分光镜分成两束:一束照射到被测样品表面(检测光路),另一束射向参考镜(参考光路)。两束光分别反射后,再次通过分光镜汇合,并在CCD相机的感光面上形成重叠图像。由于光程差的存在,汇合光会产生明暗相间的干涉条纹。这些条纹的亮度和位置信息与样品表面的高度差直接相关。通过精确解析白光干涉条纹的模式,仪器就能精确重建被测表面的三维形貌,轻松完成2D/3D表面粗糙度分析及轮廓测量,自动计算超过百项表面参数。
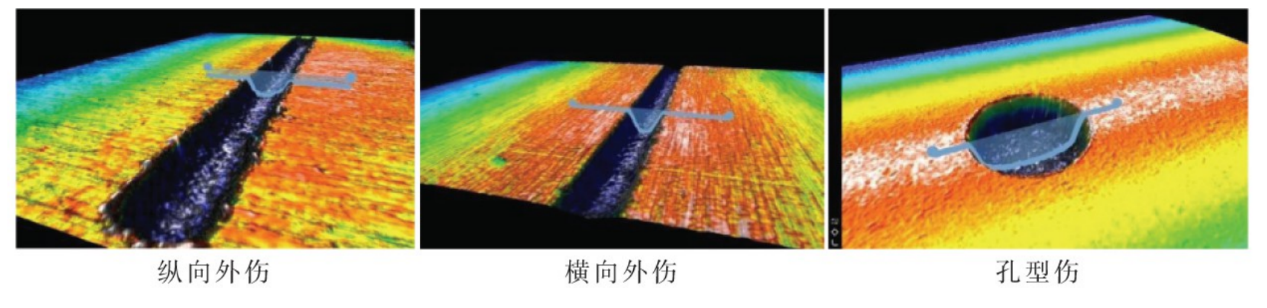
图1. 光学轮廓仪人工伤3D形貌
优势特点:高效、精准、适应性强
- 高精度测量:提供纳米级分辨率,确保测量结果准确可靠。
- 操作便捷高效:自动化程度高,单件精密零件的完整测量通常在2分钟内完成,显著提升检测效率。
- 多功能应用:可适应从光滑镜面到粗糙表面的广泛测量需求,得益于其独特的光源模式设计。
- 参数全面:提供超过100种表面纹理和轮廓参数的自动计算。
应用实例:核燃料包壳管人工标准伤的精确测量与验证
在核工业领域,人工标准伤对于确保锆合金包壳管的超声探伤准确性至关重要。为了验证共聚焦光学轮廓仪在测量此类标准伤上的性能,研究团队将其应用于人工标准伤的三维形貌采集以及深度、宽度的精确测量。

图2. 光学轮廓仪人工伤刨面线
同时,采用传统的金相法对同一标准伤进行剖面测量以作对比。结果明确显示:
- 形状高度一致:共聚焦光学轮廓仪获取的人工标准伤截面形状与金相截面高度吻合,均呈现典型的对称U形结构,具备清晰轮廓和光滑边缘,完全符合标准要求。
- 测量精度优异:共聚焦光学轮廓仪的测量结果与金相法相当,甚至在细节表现上更优。

图3. 金相法剖面形貌[1]
技术优势对比
- 共聚焦光学轮廓仪:凭借其出色的横向分辨率和卓越的纵向分辨率(纳米级),能够提供更完整、更清晰的轮廓信息,精确界定损伤边界,减少主观因素干扰。
- 传统金相法:受限于样品制备质量(如切割、研磨、抛光),人工标准伤边缘常出现翻边或倒角等加工缺陷,导致测量精度下降,且结果高度依赖检验者经验和主观判断。
研究结论表明,共聚焦光学轮廓仪能够有效替代金相法,应用于核燃料组件超声检测中人工标准伤的精密制作和校准工作,提供更客观、精确、高效的解决方案。
参考文献:[1]袁野,陈宇,范连超.共聚焦光学轮廓仪在超声人工标准伤测量中的应用研究[J].计量与测试技术,2022,49(12):69-72.
科学指南针以分析测试为核心,提供材料测试、环境检测、生物服务、模拟计算、科研绘图等多项科研产品,累计服务1800+个高校、科研院所及6000+家企业,获得了60万科研工作者的信赖。始终秉持“全心全意服务科研,助力全球科技创新”的使命,致力于为高校、院所、医院、研发型企业等科研工作者提供专业、快捷、全方位的服务。
免责声明:部分文章整合自网络,因内容庞杂无法联系到全部作者,如有侵权,请联系删除,我们会在第一时间予以答复,万分感谢。








